Whenever possible the first in first out principle should be adopted.
Welding wire storage procedure.
When stick electrodes absorb moisture from the atmosphere they must be dried in order to restore their ability to deposit quality welds.
Keen spooled wire ovens fcaw mig saw para español clique aquí.
Storage exposure to a humid environment with only a relative thin plastic foil shall be prevented.
Do not use wire with visible signs of rust.
Flux cored wire should not be stored for more than 5 years.
Opened cans or electrodes should be stored in a cabinet at 120 150 c 250 300 f.
Low hydrogen electrodes must be dry to perform properly.
Tubular wire packed in the original foil and cardboard box or drum require controlled warehouse conditions such as.
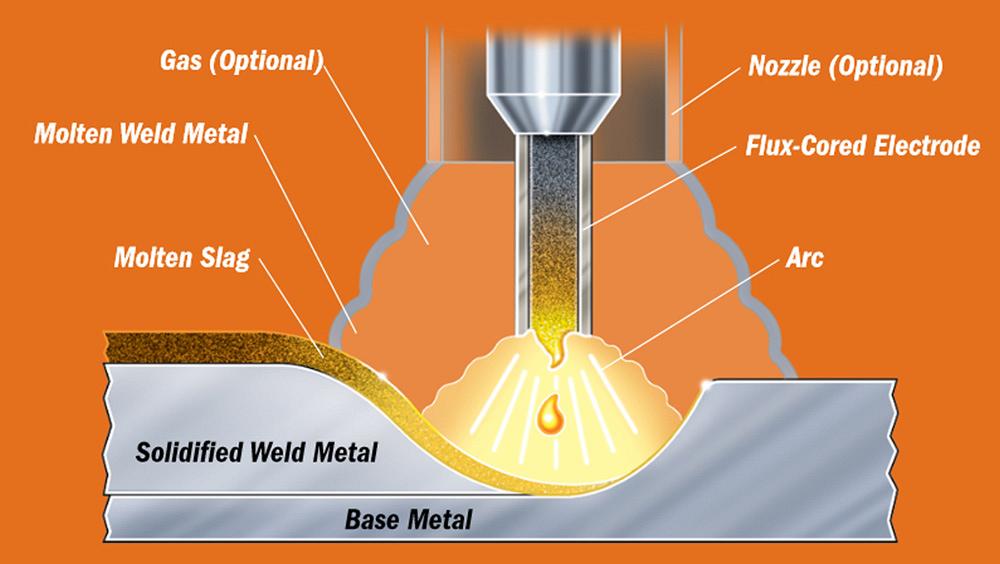
Storage procedure electrodes fluxcored wire flux moisture is still the main enemy for welding consumables.
These parameters include items such as wire feed speed voltage electrical stickout welding technique welding progression travel and push angles shielding gas adequate preheat and interpass temperature if required etc.
Older wire should be redried before use.
Unopened hermetically sealed containers provide excellent protection in good storage conditions.
Storage for submerged arc flux flux package type 1 flux storage conditions for.
Temperature 17 27 c relative humidity.
Checklist during welding.
Temperature 27 37 c relative humidity.
Storage times should be kept as short as possible.
Made in the usa and ruggedly constructed keen s fcaw flux cored wire reel storage ovens and mig metal inert gas welding wire storage ovens are available in a wide variety of capacities to suit the most rigorous welding operations.
Moisture resistant electrodes with an r suffix have a high resistance to coating moisture pick up.
Storage handling packaging storage for mild and low alloy steel mig and subarc wires wire package type 1 wire storage conditions for all welding applications any type protect from rain or snow.
Electrodes with too much moisture may lead to cracking or porosity.
Welding consumables should be stored in their original unopened packaging in an area shielded from the elements.
Wire for tig gtaw welding should be protected from dust and airborne contamination after removal from the packaging.
The minerals being used to form the slag that covers the weld pool are highly hygroscopic and should be taken very seriously for submerged arc powder and covered stick electrodes.
Wire should be stored at ambient conditions of temperature and humidity and dusty areas should be avoided when wire is not enclosed in some type of dust protecting packaging or equipment.
Electrodes for shielded metal arc welding smaw or stick electrodes must be properly stored in order to deposit quality welds.